


According to DIN8580, 3D printing is one of the primary forming manufacturing processes, in which a solid body is generated from a shapeless material, which has a geometrically defined shape. Different materials such as metal, plastic or ceramic are used as material. Since their invention over 30 years ago, additive manufacturing processes have now reached a level of maturity, which means that the processes are gradually establishing themselves in industrial production. Whether for prototypes and series production, the use of additive manufacturing processes for visible and functional components or individualized design products is cross-industry. Some workpiece examples are: jewelry parts, dental prostheses, ear tips, turbine blades.
With the increasing possibilities of this generative process, the demands on the workpieces also increase: Series quality must be achieved - the surface quality as well as the repeatability and process reliability during post-processing move into focus.
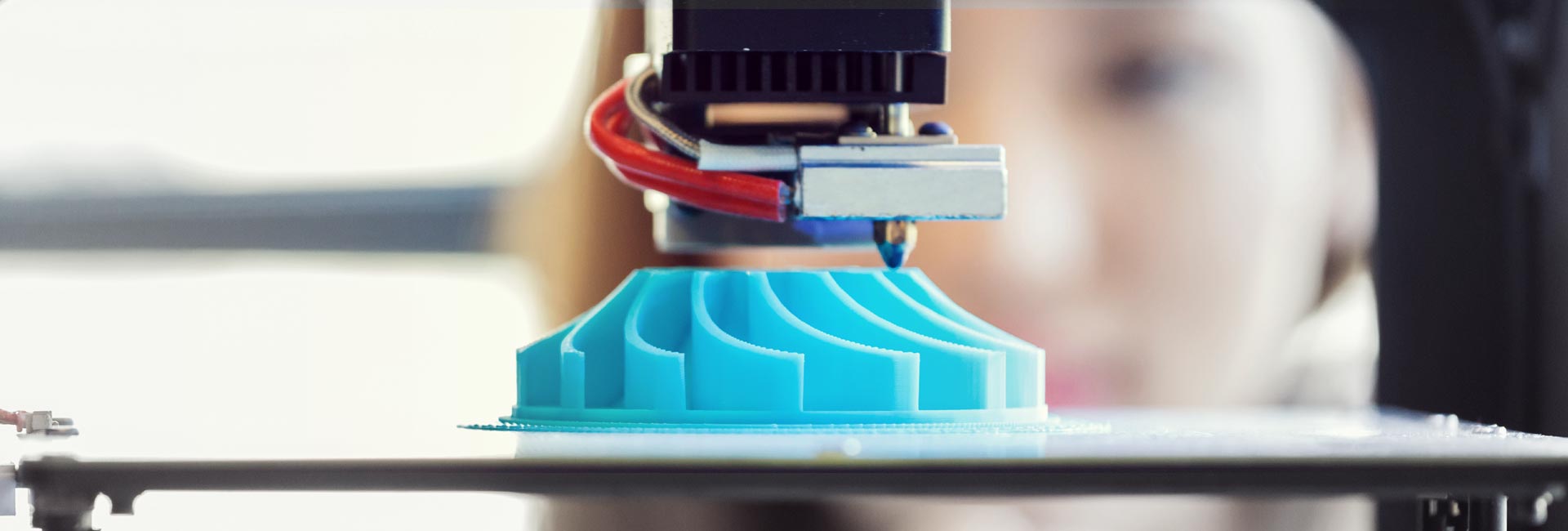
In all 3D printing processes, the layers of the component are selectively applied. The component therefore consists of a sequence of layers. The process principle brings flexibility and individuality in the shaping of components and enables. Due to the layered structure, additively manufactured parts have a distinctive surface structure - characterized by grooves, pores, cracks and cavities
The classic solution approaches include manual post-processing, steaming with solvents or vibratory grinding, for example in a vibrator.
The disadvantage of the first-mentioned manual smoothing and polishing is that, due to the human factor, the repeatability and process times do not enable economical production.
In the chemical smoothing process, the solvents in the systems have to be processed, exchanged and disposed of in a labor-intensive and therefore cost-intensive manner. In addition, the acquisition costs are higher than with other post-processing methods, which, viewed as a whole, stands in the way of the goal of efficient series production.
In contrast, vibratory grinding does not use chemicals, but the process times are very long and therefore often uneconomical. Is there an alternative solution to get additively manufactured parts from different materials in series quality? Yes there is!
Sponge-like, open-pored surfaces can be homogenized in a time-saving manner in OTEC disc finishing systems - i.e. they can be smoothed and polished.
This is made possible by the mechanical functioning of the system: Workpieces up to the size of a fist (depending on the machine version) are filled into the blue processing container as bulk goods or individually together with grinding and polishing agents that are tailored to the workpiece geometry and material.
The bottom of the container is shaped as a plate and rotatably mounted. Process media and workpieces are set in a toroidal flow by the rotary movement of the plate in the rigid container. A very intensive and purely mechanical processing occurs between the workpieces and the process medium.
In machining tests with metal workpieces printed in the SLS process in the CF disc finishing machine from OTEC, an average machining time of 1 to 2 hours per batch is achieved.
Depending on the number of parts and the initial state, it is possible to vary between different process media and running times. The average processing time is 1 - 2 hours per process step. Depending on the machine, larger quantities can also be processed at the same time. The OTEC CF series is the right choice for small series up to series production.
The new UNISEPA from OTEC is a universally applicable solution for separating vibratory grinding media and a wide variety of workpieces. Thanks to the setting options for the metering slide, the vibration frequency and amplitude, the UNISEPA can handle almost any sieve separation task.
Video CF 1x18 with Unisepa (Youtube)
https://www.youtube.com/watch?v=l1ZVLqQmb3A
Send us your sample part for individual process definition to our process experts in-house